High Carbon steels Manual electrode E9818-G Soldering kupanga






CHEMICAL COMPONET:
| ALLOY(wt%) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu | V |
| GB/T MALAMULO | - | ≥1.00 | ≥0.80 | ≥0.30 | ≥0.50 | ≥0.20 | - | - | ≥0.20 | ≥0.10 |
| MALAMULO AWS | - | - | - | - | - | - | - | - | - | - |
| CHITSANZO CHA VALUE | 0.050 | 1.50 | 0.27 | 0.83 | 3.35 | 0.72 | 0.005 | 0.004 | 0.018 | 0.004 |
ZINTHU ZAMAKHALIDWE:
| THUPI | YOPHUNZIRA MPHAMVU (MPa) | KULIMBIKITSA MPHAMVU (MPa) | HEATTREAMENT℃xh | MFUNDO YA IMAPACT J/℃ | KULAMBIRA(%) | |||||
| GB/T MALAMULO | - | - | - | - | - | |||||
| MALAMULO AWS | - | - | - | - | - | |||||
| CHITSANZO CHA VALUE | 915 | 992 | - | 65/-20 | 16 | |||||
ZINTHU ZOWESETSA ZOMWE AMAKOKEZEDWA:
| ZINTHU ZA DIAMETERS(mm) | 2.6 * 350 | 3.2 * 350 | 4.0 * 400 | 5.0 * 400 | ||||||
| MPHAMVU (Ampa) | H/W | 80-110 | 100-130 | 130-180 | 180-230 | |||||
| O/W | 50-80 | 90-120 | 130-160 | - | ||||||

980Mpa wapamwamba mkulu mphamvu otsika ferrohydrogen ufa mtundu otsika aloyi zitsulo elekitirodi.
Khola lokhazikika, kuwaza pang'ono, kuchotsa bwino slag


Kuchita bwino kwambiri pamawotchi onse, kulimba kwa kutentha kochepa, kukana ming'alu komanso kulimba kwa kutentha kochepa.













CHEMICAL COMPONET:
| ALLOY(wt%) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu | V |
| GB/T MALAMULO | - | ≥1.00 | ≥0.80 | ≥0.30 | ≥0.50 | ≥0.20 | - | - | ≥0.20 | ≥0.10 |
| MALAMULO AWS | - | - | - | - | - | - | - | - | - | - |
| CHITSANZO CHA VALUE | 0.050 | 1.50 | 0.27 | 0.83 | 3.35 | 0.72 | 0.005 | 0.004 | 0.018 | 0.004 |
ZINTHU ZAMAKHALIDWE:
| THUPI | YOPHUNZIRA MPHAMVU (MPa) | KULIMBIKITSA MPHAMVU (MPa) | HEATTREAMENT℃xh | MFUNDO YA IMAPACT J/℃ | KULAMBIRA(%) | |||||
| GB/T MALAMULO | - | - | - | - | - | |||||
| MALAMULO AWS | - | - | - | - | - | |||||
| CHITSANZO CHA VALUE | 915 | 992 | - | 65/-20 | 16 | |||||
ZINTHU ZOWESETSA ZOMWE AMAKOKEZEDWA:
| ZINTHU ZA DIAMETERS(mm) | 2.6 * 350 | 3.2 * 350 | 4.0 * 400 | 5.0 * 400 | ||||||
| MPHAMVU (Ampa) | H/W | 80-110 | 100-130 | 130-180 | 180-230 | |||||
| O/W | 50-80 | 90-120 | 130-160 | - | ||||||
-

550Mpa Hand Electrode Ya Chitsulo Champhamvu Kwambiri
-

High Carbon steels SAW kuwotcherera waya F6A0-EM12 a ...
-
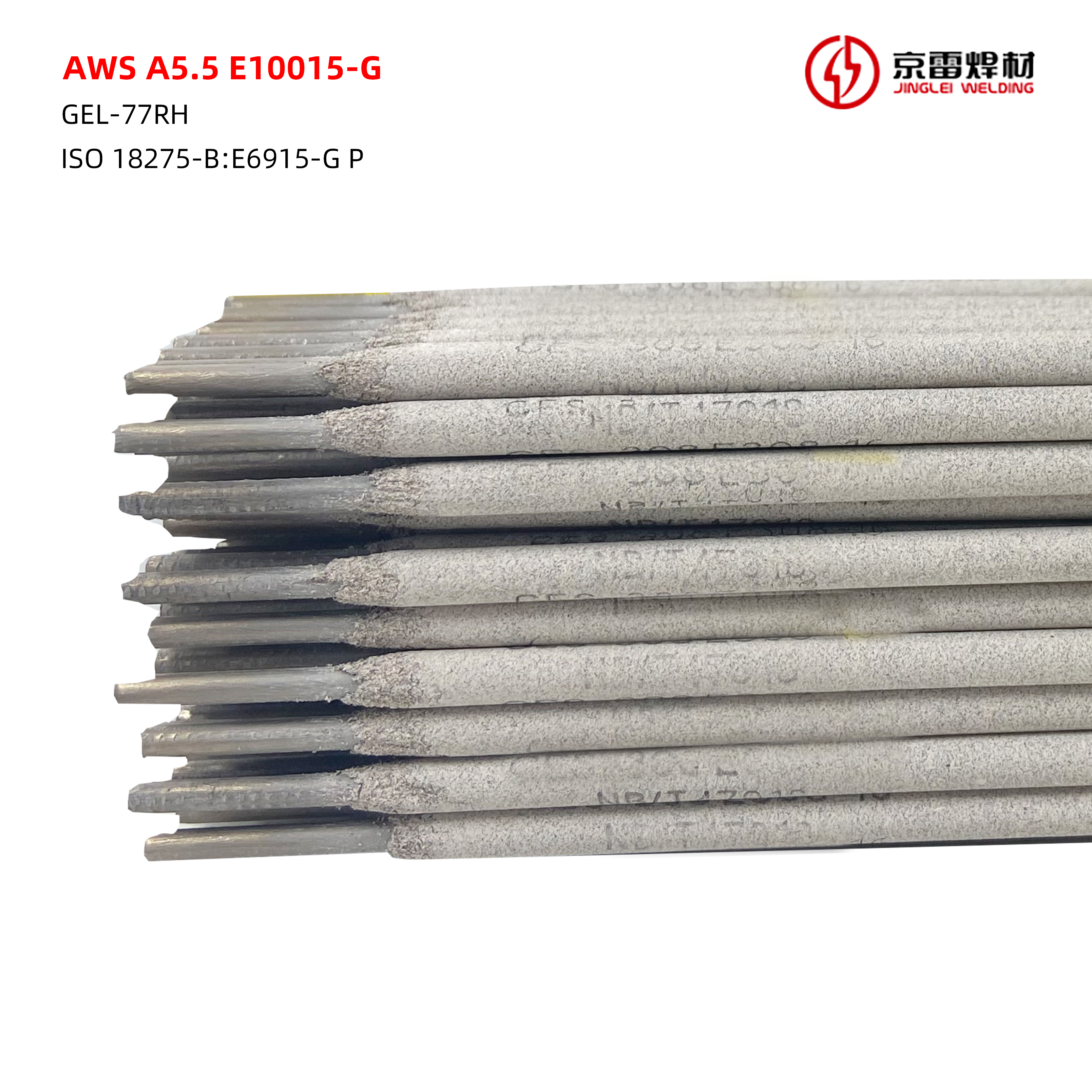
High Carbon Zitsulo E10015-G -50 ℃ propane thanki ...
-

Zitsulo zotsika za Carbon weld E7015-G data yabodza
-

High Carbon steels SAW kuwotcherera waya F7A0-EM12 a...
-

CEHigh Mpweya zitsulo Manual elekitirodi E7018 bwino ...






Lembani uthenga wanu apa ndikutumiza kwa ife